





详细信息
流程描述:
1)订购软件
一套自动订购软件(包括材料计算、切割与激光切割、编码、贴标以及与上游和下游的弯边中心进行连接),编程培训,终身免费升级服务,开放
2)精密数控开平机;
配备材料架;配备装载小车和液压张紧装置,根据订单数据将材料水平放置并输送至激光切割机。
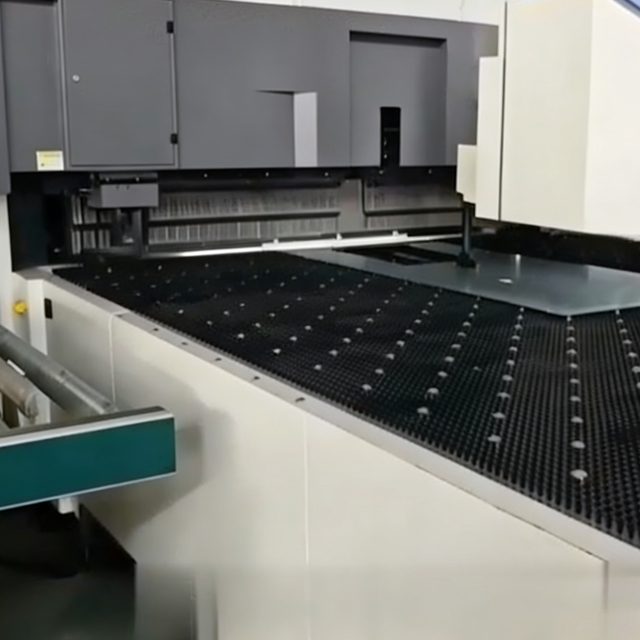
3)激光切割;
根据订单数据,自动读取并切割门扇孔位,并对门框进行布局。切割完成后,旁边打印机会自动为每块板打印相应的二维码,然后人工粘贴以便后续设备读取数据。
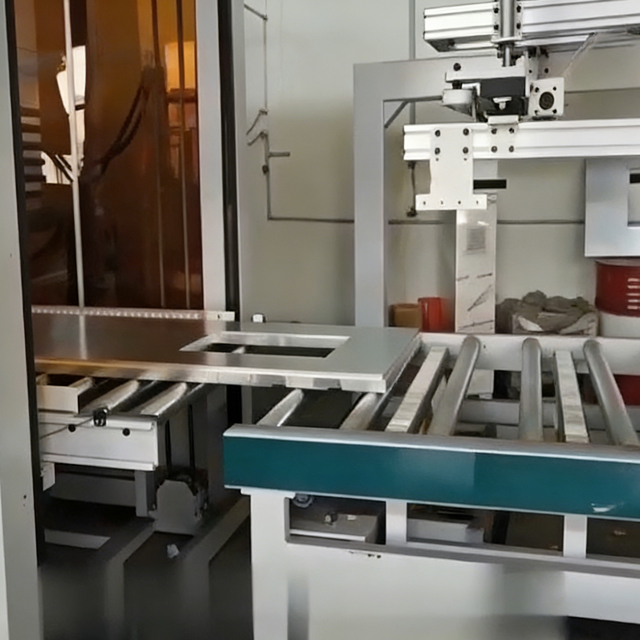
4)六轴机械臂抓取材料;
1 个材料位置用于门框,1 个材料位置用于门扇。在抓取金属板时,数据会传输至弯边中心,而弯制门扇则需要机械臂进行抓取并旋转 180 度。
5)弯边中心和折叠长边;先翻转门扇和门框的面板,然后进入弯曲中心,将长边折合到所需的角度。门框
6)数控折弯机
门框的另一侧会根据扫描数据进行调整,然后借助机械臂折叠成相应的尺寸门框。
7)焊接站
后续工序则由人工完成。门扇
8)折边机和冲压机用于短边加工;
折边机和冲压机将短边加工成所需的形状。
自动换刀,与短角挂耳刀完美匹配。
9)焊接站
根据由机械臂读取的门扇数据并传送到成型机,根据焊接位置按照焊接顺序组装骨架。
10)自动涂胶机;
不需要继续在生产线上的成型板材可以从移植站取出;继续工作的金属板在定位后进入涂胶系统进行自动涂胶。涂胶机配备有避让窗口,并能自动识别窗口的大小。
注意:胶窗孔的小距离为 5 厘米,可以进行加工。
11)填充、关闭门并用螺丝固定盖板;
在固定底板侧面后,进行人工填充。
人工填充后,手动将多层板涂上胶水,完成后再按下完成按钮。盖板从下部滚轴线处被运送到扣板站进行吊起和翻转。
盖板和底板相互连接,螺丝在后部工作站固定,从而形成一个整体。
12)热压粘合;
根据客户使用胶水的情况,调整每扇门所需的热压时间,并在门扇厚度发生变化时更换定位块。
热压粘合机的进出方法;自动。
13)门扇码放;
后,码放机器人将门扇堆叠起来,并通过滚轴传送平台运送到离线位置。
14)码放等待站;
码放好的托盘自动被运送到下一个工作站。当所有三个工作站都有托盘时,蜂鸣器会响起,提醒人员前来取走材料。
码放数量可以设定。每个托盘不得超过 2 吨,高度不得超过 1.5 米。
在线留言
留下您的联系方式,我们将会尽快和您联系






